
Bobinas y materiales
Formatos de bobina
1. Los diferentes diámetros de los filamentos
En el ámbito de la impresión 3D FDM doméstica y profesional, existen dos diámetros principales de filamento: 1,75 mm y 2,85 mm. Estos diámetros se han establecido a partir de los estándares de tubos guía de PTFE para sistemas Bowden, que tienen un diámetro interior de 2 mm y 3 mm, respectivamente, para el paso del filamento.
Los filamentos de 1,75 mm son los que se utilizan en la mayoría de las impresoras 3D domésticas. Este diámetro es ideal para extruir filamento a través de boquillas de hasta 1,2 mm de diámetro. Más allá de 1,2 mm, pueden producirse problemas de flujo y subextrusión.
Los filamentos de 2,85 mm suelen utilizarse para la impresión 3D FDM profesional. Este tipo de filamento permite un flujo mayor, pero también requiere un sistema de extrusión más grande, que demanda más torque, y un cabezal de impresión con un cartucho calefactor más potente. Con este diámetro de entrada y el equipo adecuado, es posible imprimir más rápido (hasta 300 mm/s) que con filamento de 1,75 mm. Además, el diámetro de salida de la boquilla puede llegar a 2 mm sin que se produzcan problemas de subextrusión.
2. Bobinas
En el mercado actual de la impresión 3D, hay muchos bobinados fabricados con desbobinadores...
Almacenamiento de las bobinas
El almacenamiento de las bobinas puede convertirse en un problema a largo plazo. En una bobina mal conservada se puede observar cómo se deteriora la calidad de su filamento con el tiempo. Esto puede provocar una subextrusión en nuestras piezas impresas.
Las condiciones de almacenamiento variarán en función del material del filamento. Algunos materiales son muy sensibles a la humedad, como el PVA o el nailon. Otros materiales, como el PLA, tienen una resistencia moderada a la humedad, dependiendo de la exposición a la luz y de la temperatura de almacenamiento. Los filamentos PET, PETG y ASA son poco o nada sensibles a la humedad, los rayos UV y las variaciones de temperatura, lo que los convierte en los filamentos más fáciles de almacenar.
También es importante almacenar las bobinas lejos de cualquier agente biológico o bacteriológico que pueda atacar al PLA (alimentos, compost, etc.). Debe evitar almacenar sus bobinas junto a agentes químicos que puedan provocar reacciones de oxidación o solubilización: por ejemplo, ABS junto a botellas de acetona.
He aquí unas buenas condiciones de almacenamiento para sus bobinas:
-
Entorno de baja humedad (40 %).
-
Alejada del calor o de cualquier fuente caliente y protegida de las heladas.
-
Al abrigo de la luz.
-
Lejos de cualquier agente químico o biológico.
Polymaker PolyBox Edición II (Photo...
Condiciones de impresión
1. La bobina en la impresora 3D
Para usar una bobina, tiene que sacarla de su ubicación de almacenamiento. Si está unos días al aire libre, no pasa nada. El filamento no tendrá tiempo de deteriorarse; para que vea alguna diferencia al imprimir, deberían pasar unos meses. No es necesario descargar la bobina después de cada impresión; puede permanecer cargada en frío en la impresora 3D.
Algunos puristas imprimirán desde una DryBox o PolyBox para mantener la calidad del filamento en todo momento.
2. El entorno y la adherencia entre capas
Una pieza correctamente impresa en buenas condiciones de impresión tendrá propiedades mecánicas acordes con el material de impresión: resistencia a la tracción, elongación a la rotura, resistencia al impacto y resistencia al calor.
La adherencia entre capas también viene determinada por las condiciones ambientales de impresión. Este término se refiere a la resistencia a la elongación perpendicular a las líneas de impresión. Si estas líneas, sometidas a una fuerza de tracción baja, se desenganchan, la adhesión entre capas es baja. Si, por el contrario, la fuerza de tracción es elevada, la adherencia entre capas es alta.

Warping + baja adherencia entre capas en una pieza impresa en PC-ABS
A veces puede observarse una débil...
Desbobinadores
Existen desbobinadores (o desenrolladores de bobinas) de diferentes formas y tamaños. A menudo, los desbobinadores suministrados con las impresoras 3D distan mucho de ser los más eficientes. Un buen desbobinador aumentará la vida útil de su sistema de extrusión. El sistema de extrusión ya no utilizará su «fuerza» para tirar del filamento, sino solo para empujarlo hacia la boquilla. Esto reducirá en gran medida el riesgo de obstrucción y subextrusión.
Para mejorar la calidad de las impresiones 3D, es importante minimizar al máximo la fricción entre la bobina y el desbobinador, de modo que el filamento salga lo más fluidamente posible. Para conseguirlo, nada mejor que los desbobinadores de bobina que utilizan rodamientos mecánicos como parte de su sistema. También será necesario dejar una pequeña distancia entre el sistema de extrusión y el desbobinador para tener un poco de margen en caso de retracción del filamento.
1. Lista de desbobinadores recomendados
Hay muchas soluciones para imprimir y ensamblar en Internet. He aquí una lista de los desbobinadores recomendados.
Desbobinadores de bobinas en posición vertical
-
Desbobinador con rodamientos en los lados de la bobina: este desbobinador puede adaptarse a una amplia gama de tamaños de bobina. Sin embargo, hay que tener cuidado con la estabilidad...
Los principales filamentos rígidos
Son los materiales más utilizados en la impresión 3D por deposición de filamento. Los tres principales son PLA, ABS y PETG.
1. PLA
Nombre completo: ácido poliláctico (PolyLactic Acid en inglés)
El PLA resulta fácil de imprimir y es el material ideal para iniciarse en la impresión 3D.
Sin embargo, se degrada con el tiempo. El PLA nunca debe exponerse a un calor extremo (evite dejar una pieza de PLA en un coche aparcado a pleno sol, por ejemplo) porque se ablanda a 55 °C-60 °C.
Aplicaciones:
-
Piezas de uso decorativo o estético.
-
Prototipado y validación de formas sin aplicar restricciones.
Resistencia del material:
-
Temperatura: dilatación a partir de 55 °C-60°C.
-
Humedad: baja resistencia, muy sensible a la humedad.
-
UV: baja resistencia.
-
Química: el PLA puro es resistente a todos los disolventes. No hay posibilidad de reacción de oxidación. Sin embargo, el PLA sigue siendo sensible al deterioro por hidrólisis (presencia de agua).
-
Biológica: muy sensible a la biodegradación.
-
Mecánica: impresiones rígidas y fuertes. Filamento quebradizo.
Seguridad:
-
Bajas emisiones de COV.
-
Nocividad de la impresión: baja.
Ecología/reciclaje:
-
Plástico reciclable por biodegradación (compost, biomasa).
-
Posibilidad de fundirse para volver a extruir una bobina.
Impresora 3D:
-
Boquilla recomendada: latón para PLA puro o PLA coloreado o rellenado.
-
Compatible con Bowden y Direct Drive.
-
No requiere una caja cerrada.
Impresión:
-
Temperatura de extrusión: de 190 °C a 230°C.
-
Temperatura de la cama: entre 0 °C y 60 °C.
-
Ventilación: 100 %.
-
Velocidad media de impresión: 60-80 mm/s.
-
Sensibilidad al warping: de baja a media.
-
Adherencia entre capas: muy fuerte.
-
Adherencia de la primera capa: fácil.
-
Olor: no.
-
Sensibilidad a los parámetros de retracción: baja.
Objeto impreso:
-
Resistencia a los impactos: media.
-
Resistencia al calor: media.
-
Sensibilidad a la humedad a largo plazo: media.
-
Rigidez: media.
-
Durabilidad: media.
-
Brillo: según la marca.
-
Textura: según la marca.
-
Translucidez: opaco o translúcido.
-
Precisión de las dimensiones: buena.
Tratamiento posproceso:
-
Pulido con papel de lija.
-
Pulido con agua.
-
Pintura acrílica.
-
No se pega fácilmente.
-
Las piezas pueden fundirse...
Filamentos flexibles y semiflexibles
1. Valores Shore
La escala de dureza Shore mide la dureza de los elastómeros, ciertos plásticos, el cuero y la madera.
Esta escala se creó para medir la dureza de los materiales fuera del laboratorio utilizando un durómetro Shore. El valor Shore de un material es, por tanto, un valor aproximado que da una idea de su dureza.
Existen 12 escalas de medición Shore. Cada escala se define mediante una letra. Las más comunes son las escalas A y D, reconocidas por las normas ISO 868 y 48-4:2018, ASTM D 2240 y DIN 53505:
-
Shore A: materiales blandos.
-
Shore D: materiales duros.
En función de la escala, se utiliza un durómetro diferente. La escala Shore depende del diseño y la geometría del durómetro (durómetro Shore de escala A o D).
Cuando se aplica el durómetro a un material, el dial se gradúa en grados Shore de 0 a 100, de blando a duro.
La flexibilidad de un material impreso en 3D viene determinada por su dureza Shore. Cuanto mayor sea la dureza del material, más rígida será la pieza impresa. Por el contrario, cuanto menor sea la dureza del material, más flexible será la pieza impresa.
Existen dos tipos de filamentos flexibles:
-
Filamentos flexibles.
-
Filamentos semiflexibles.
NinjaTek, empresa especializada en el desarrollo de filamentos flexibles, distingue claramente estas dos categorías con estos filamentos:
-
NinjaFlex : 85A - Filamento flexible.
-
SemiFlex: 98A (equivalente a 50D) - Filamento semiflexible.
2. Adaptación...
Aleaciones y filamentos cargados con polvo o fibras
1. Finalidad de los aditivos
Algunos filamentos del mercado de la impresión 3D están formulados con aditivos de fibra o carbono, que a veces se añaden al colorante ya formulado. Estos aditivos pueden tener varias finalidades para el consumidor:
-
Mejorar el aspecto estético de la pieza (filamentos metalizados, madera, piedra, cerámica, etc.).
-
Mejorar las propiedades mecánicas de la pieza: peso, resistencia a la temperatura, resistencia al impacto, elongación a la rotura, resistencia a la tracción, etc. (enriquecimiento con fibras de carbono, vidrio o aramida, etc.).
-
Añadir nuevas propiedades a la pieza, como filamentos conductores de la electricidad o filamentos ESD (antielectrostáticos).
-
Facilitar la impresión de filamentos técnicos con aleaciones.
Ejemplo
La aleación PLA-ABS permite imprimir como PLA un plástico con propiedades similares al ABS.
He aquí una lista no exhaustiva de tipos de filamentos cargados y aleaciones que se encuentran con más frecuencia en el mercado de la impresión 3D:
-
Filamentos metalizados: polvo de alúmina añadido a una base de PLA.
-
Filamentos de bronce, cobre, plata, etc.: polvo de los principales metales. Tenga en cuenta que no siempre se utiliza el metal real.
-
Filamentos de madera: adición de microfibras de madera a una base de PLA.
-
Filamentos de piedra: adición...
Filamentos técnicos
1. ASA
Nombre completo: acrilonitrilo estireno acrilato
El ASA es un material muy utilizado para plásticos expuestos a la intemperie, sobre todo en la industria del automóvil. El ASA es un plástico muy estable térmicamente (no se deforma en un amplio rango de temperaturas). Es resistente al calor, al frío, al agua, a los productos químicos y a los rayos UV. Además, el ASA es un plástico fácil de mecanizar, como el ABS. El ASA puede parecer el plástico perfecto para imprimir, pero es mucho más caro que el PLA, el PETG o el ABS. El ASA también puede parecer quebradizo si no se imprime lo suficientemente caliente.
Aplicaciones:
-
Piezas técnicas para uso en exteriores en cualquier condición meteorológica o en entornos sensibles.
Resistencia del material:
-
Temperatura: dilatación a partir de 85 °C-100 °C.
-
Humedad: alta resistencia a la humedad.
-
UV: resistente a los rayos UV.
-
Química: alta resistencia química, como el PETG. Resiste a disolventes como la acetona.
-
Biológica: muy resistente a las bacterias, muy difícil de degradar.
-
Mecánica: impresiones rígidas y fuertes. Filamento quebradizo.
Seguridad:
-
Altas emisiones de COV.
-
Nocividad de la impresión: alta.
Ecología/reciclaje:
-
Posibilidad de fundirse para volver a extruir una bobina.
Impresora 3D:
-
Boquilla recomendada: latón.
-
Compatible con Bowden y Direct Drive.
-
Se recomienda encarecidamente una caja cerrada.
Impresión:
-
Temperatura de extrusión: de 230 °C a 260 °C.
-
Temperatura de la cama: entre 80 °C y 110 °C.
-
Ventilación: 0 % a 50 %.
-
Velocidad media de impresión: 60-80 mm/s.
-
Sensibilidad al warping: media.
-
Adherencia entre capas: buena.
-
Adherencia de la primera capa: de fácil a media.
-
Olor: presente.
-
Sensibilidad a los parámetros de retracción: baja.
Objeto impreso:
-
Resistencia a los impactos: alta.
-
Resistencia al calor: alta.
-
Sensibilidad a la humedad a largo plazo: baja.
-
Rigidez: alta.
-
Durabilidad: fuerte.
-
Brillo: brillante.
-
Textura: lisa.
-
Translucidez: opaco.
-
Precisión de las dimensiones: muy buena.
Tratamiento posproceso:
-
La pieza impresa puede mecanizarse a baja velocidad.
-
Posibilidad de alisado con vapor de acetona (proceso peligroso).
-
Pintura acrílica o pintura en aerosol directamente sobre la pieza o con una imprimación...
Filamentos sacrificiales
Los filamentos sacrificiales se utilizan principalmente en la impresión con doble extrusión separada.
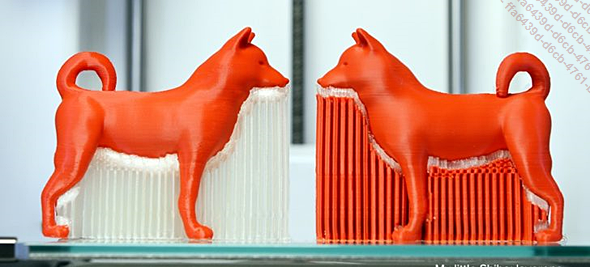
Dos tipos de filamento sacrificial utilizados como soporte (Foto Ultimaker)
Estos filamentos denominados «sacrificiales» o «fundibles» servirán principalmente como soporte de impresión o como interfaz entre la pieza y el soporte de la impresión en curso.
Estos filamentos incluyen:
-
PVA (PolyVinyl Acetate): soluble en agua tibia y compatible con PLA, PETG, PET, TPU, HIPS, ABS y ASA. El PVA es extremadamente sensible a la humedad, por lo que hay que tener mucho cuidado con las condiciones de almacenamiento.
-
BVOH (Butenediol Vinyl Alcohol Co-polymer): soluble en agua, compatible con ABS, PLA, PET y PETG. Se disuelve más rápidamente que el PVA. El filamento también es extremadamente sensible a la humedad.
-
PVOH (PolyVinyl Alcohol): material soluble en agua fría, 100 % biodegradable y compatible con PLA, PET, PETG y TPU. El PVOH es más rígido que el PVA y el BVOH, lo que lo convierte en el mejor candidato para una impresora 3D con sistema de extrusión Bowden.
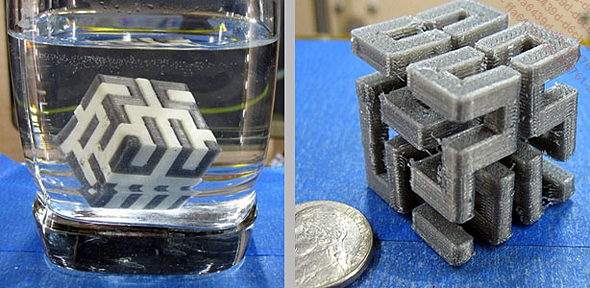
Disolución del PVA en agua tibia
Los filamentos fusibles incluyen un filamento que puede utilizarse como material de impresión o como material sacrificial:
-
HIPS (High Impact Polystyrene): su perfil de impresión es similar al del ABS. Las piezas tienen un aspecto...